德国赢创德固赛VESTAKEEP_PEEK塑料
德国赢创德固赛VESTAKEEP系列PEEK塑料——卓越的高性能聚合物
VESTAKEEP® PEEK是赢创研发的一种芳香族聚醚醚酮聚合材料,可制造持久耐用的元件,应用于严苛的条件。
高性能聚合物巩固自身地位
赢创凭借VESTAKEEP®聚醚醚酮(PEEK)聚合材料进一步巩固了其在高性能聚合物领域的技术领先地位。聚醚醚酮不仅是公司众多产品中的一款:更是长期产品组合战略不可分割的组成部分。
经过验证的质量管理
VESTAKEEP®复合物特别适于必须满足很高的机械、热能和化学要求的应用领域。产品质量和审批很重要。VESTAKEEP®复合物特别适于必须满足很高的机械、热能和化学要求的应用领域。产品质量和审批很重要。
优质的服务、广泛的产品系列、绝对的可靠性和专门的解决方案专业技术构成了成功延续多年的合作关系的基础。作为其中的一部分,我们愿意与您共享信息,共同分享我们的技术数据优质的服务、广泛的产品系列、绝对的可靠性和专门的解决方案专业技术构成了成功延续多年的合作关系的基础。作为其中的一部分,我们愿意与您共享信息,共同分享我们的技术数据。
德国赢创德固赛VESTAKEEP系列PEEK塑料经受严峻考验
VESTAKEEP® PEEK为何如此特别?
该芳香族聚醚醚酮模塑料适于生产持久耐用的重型元件。这些元件可用于半导体生产、石油勘探、汽车、航空业应用等领域。
高性能聚合物聚醚醚酮是一种半结晶热塑性塑料,具有以下材料特性:
高耐辐射性
高耐化学性
良好的耐磨损性
高耐磨蚀性
耐水解性
低吸水性形成的高尺寸稳定性
高耐温性
很高的热变形温度
固有的阻燃性
高玻璃化转变温度
高熔化温度
高长期稳定性
高抗蠕变性
良好的电性能
这些特性使得VESTAKEEP®能够应用于众多领域, 例如, 可以将这种高温聚合物作为金属替代物,制造出必须承受恶劣环境的元件。
VESTAKEEP®优于金属
VESTAKEEP®聚醚醚酮可以比金属更有效地改善系统耐久性, 降低元件的生产成本。这些优势得益于VESTAKEEP®聚醚醚酮的耐腐蚀性、耐磨蚀性、高硬度,以及较轻的重量和通用加工性。
PEEK聚合物能够抵挡如盐,溶剂,腐蚀剂,和多种酸引起的腐蚀作用。.
这种高性能聚合物也能降低泥浆、颗粒的影响以及滑动摩擦产生的磨损.
VESTAKEEP®比钢更坚固,重量更小。轻质结构元件可节省运输过程中的燃料,为齿轮和叶轮制造出更耐用的压缩机零件和更高效的发动机。
VESTAKEEP®聚醚醚酮比机械加工的金属零件具有更强的耐久性、更有效的加工方法和零件组合以及更高的设计自由度,因此,用VESTAKEEP®聚醚醚酮替代金属零件可降低元件成本.由于具有上述特性,聚醚醚酮日益占据优势,在飞机制造中逐渐取代铝、钛和钢铁等材料。采矿业、纸浆和造纸业中使用的套管也是由这种高温聚合物制成的。
VESTAKEEP®优于其他塑料
在所有塑料中,聚醚醚酮具备的惰性与耐热性组合。该高温聚合材料即使长时间暴露于蒸汽、环氧乙烷和伽马辐射中仍能保持其原有特性。很低的可萃取性、除气性和污染性也使聚醚醚酮成为半导体生产中晶片处理的优质材料。另外VESTAKEEP®模塑料在熔体中具有很高的抗氧化性,可在超过260°C的高温下持续使用。
德国赢创德固赛VESTAKEEP系列PEEK塑料 你要找的型号就在下面:(请用Ctrl+F键查找牌号更快捷)
VESTAKEEP® 属性 产品系列和应用 加工方法
1000 G 非增强,低粘度,易流动 低至中粘度基本规格,可制造齿轮零件、医疗技术用零件、薄膜、板材和半成品等 IM, E (薄膜)
2000 G 非增强,中粘度,润滑 IM, E (薄膜)
2000 G black IM, E (薄膜)
3300 G 非增强,中粘度,润滑 特种级别,可应用于电缆行业 E
4000 G black 非增强,高粘度 高粘度基本规格,可制造齿轮零件、医疗技术用零件、薄膜、板材和半成品等 E, (IM)
L 4000 G 非增强,高粘度,润滑 E, (IM)
5000 G
1000 CF30 30%碳纤 低至中粘度碳纤或玻纤增强复合物,硬度更大,可用于机械、仪器、飞机以及电气工业 IM
2000 CF30 IM
2000 GF30 30% 短切玻纤 IM
3000 CF30 * 30% 碳纤 中粘度碳纤或玻纤增强模塑料,高硬度,低翘曲,可用于壳体零件 (E), IM
3000 GF30* 30% 短切玻纤 (E), IM
4000 CF30 30% 碳纤 高粘度碳纤或玻纤增强模塑料,高硬度,部分低翘曲,可用于机器外壳零件 (E), IM
4000 GF30 30% 短切玻纤 (E), IM
2000 FC30 10%石墨10%碳纤 10%聚四氟乙烯 特种级别,可应用于电气工程、汽车、机械和仪器制造行业中的轴承布置和自动润滑齿轮零件等 IM
3000 FC30 * E, IM
4000 FC30 E, IM
4000 CC20 填充20%陶瓷 高粘度陶瓷填充复合物 E, IM
IM = 注塑, E = 挤出
VESTAKEEP® 粘度 Ø 粒径 加工方式
4000 P 高粘度 约500 μm 散布粉末、模压成型
4000 FP 高粘度 约65 μm 模压成型、火焰喷涂
2000 P 中粘度 约500 μm 散布粉末、模压成型
2000 FP 中粘度 约50 μm 模压成型、火焰喷涂、静电喷涂
2000 UFP20 中粘度 约20 μm 火焰喷涂、静电喷涂、分散
1000 P 低粘度 约500 μm 散布粉末
从易流动到高粘度规格
VESTAKEEP®由对苯二酚和4,4´-二氟二苯甲酮经过多级反应缩聚而成。基本品级产品的熔融粘度为100–3,000 Pas(400°C),剪切力较低,为1 sec-1,适于注塑和挤出应用。
我们提供以下规格的产品:
VESTAKEEP® 1000G:非增强,低粘度
VESTAKEEP® 2000G与VESTAKEEP®2000G黑色:非增强,中粘度,润滑
VESTAKEEP® 4000G黑色:非增强,高粘度
VESTAKEEP® L4000G:非增强,高粘度,润滑
VESTAKEEP® 5000G:非增强,高粘度,润滑
流动特性
下图可用作根据VESTAKEEP®复合材料的流动性选择不同规格产品的标准。图中显示了注射压力对基本规格产品流动长度的影响。
图中数值是在180°C的模具温度和360°C到400°C的加工温度下测得的。测量结果基于螺旋流动(6×2mm)。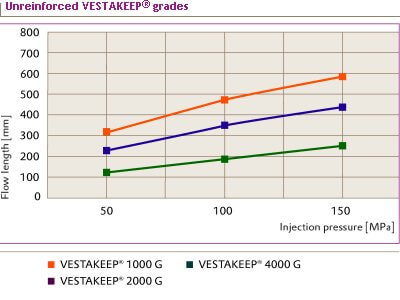

.
德国赢创德固赛VESTAKEEP系列PEEK塑料加工工艺:
通过所有测试
赢创可以为所有普通加工过程提供聚醚醚酮聚合材料,并且都可以在我们的测试中心进行测试。对于注塑和挤出,我们主要提供颗粒形式的VESTAKEEP®聚合物和复合物。对于涂装、激光烧结和模压成型,我们拥有各种粒径的聚醚醚酮粉末。
注塑和挤出
大多数标准螺杆挤出机都可以对VESTAKEEP®进行注塑和挤出。塑炼设备需能承受高达450 °C的加工温度。如有需要,还应对控制器、带式加热器和温度传感器进行调节.
涂装、激光烧结和模压成型
VESTAKEEP®粉末可以通过一系列方式进行加工,如模压成型、静电粉末喷涂、火焰喷涂和散射,还可在水相系统和溶剂型系统中用作悬胶。
注塑
VESTAKEEP®聚合物显著的特性是在注塑工艺过程中具有良好的加工性能。标准三段式螺杆能够在高达430°C的加工温度下工作,可以更加经济地生产出高质量的成型件。
针对复杂的薄壁和厚壁模压制品的生产,赢创可以分别提供特殊低浓度和高浓度规格的聚合材料。这些聚合材料可用于许多应用领域,例如,在微型注塑工艺中,可以精确地再现表面细节;在以外部加热为主的热流道系统中,可以经济地进行加工。
由于加工温度高达360 °C - 400 °C,宣传册VESTAKEEP®-PEEK-聚醚醚酮树脂中在以下方面给出了建议:
塑炼设备
工具钢
模具温度
热流道系统
料筒温度
流动特性
塑炼设备的清洗。
挤出
离开工厂时,VESTAKEEP®的水分含量不超过0.25%(重量)。尽管如此,我们还是建议进行再干燥,以获取高质量规格的挤出物。干燥箱适于对基本粉末进行干燥。我们建议针对薄膜应用领域采用特殊的干燥过程。对于基础规格粉末和颗粒,残留水分量建议低于0.02%(重量)。
挤出物
大多数标准螺杆挤出机只要能在所需加工温度下可靠运行,就可以用于对聚醚醚酮进行加工。
对于螺杆和料筒,我们建议使用耐磨蚀性和耐磨损性足够强的钢和双金属。如果使用传统的氮化零件,应确保VESTAKEEP®熔体不会在表面冷却,并在氮化物层凝固。VESTAKEEP®的附着力强,可在氮化物层形成裂缝,甚至使氮化物层从钢芯脱落。
喷涂
涂装工艺开始之前,预处理过程准备得越充分,形成的附着力就越强。因此,喷涂之前,必须对零件进行喷砂处理,并在适当的溶剂中进行脱脂,以去除杂质,使金属表面达到附着力。
刚玉或白铁矿可用作打沙、除油材料。玻璃珠等球状材料无法使金属表面变粗糙,因此不宜使用。打沙后的去脂去油金属零件会迅速腐蚀,因此应在打沙之后立即进行加工。
无需使用底漆改进来增强它的附着力,也不宜采用锌和铁的磷化层。这些转化层超过200 °C之后会分解,并形成一个分离层,从而影响附着力。
模压成型
模压成型是将原料在模具中进行加压,形成模压制品。模压制品和注塑制品的性能有所不同。通常情况下,模压制品具有更高的结晶度,因此更具刚性、更坚固,但是同时也更脆。
可成行性周期包括:
在模具中增厚聚合物
在高于熔点温度的条件下对系统进行加热
保压阶段,以进一步增厚聚合物
冷却阶段
热门产品
-
 耐高温PEEK(以聚醚醚酮为基材的高耐热特种工···
耐高温PEEK(以聚醚醚酮为基材的高耐热特种工···聚醚醚酮(PEEK)是在主链结构中含有一个酮键和两个醚键的重复单元所构成的高聚物,属特种高分子材料,是一种以聚醚醚酮为基材的高耐热特种工程塑料, 一般情况下可以在260度以下工作温度正常使用,短时温度可以达到300度,仍可保持极好的机械功能。耐高温PEEK高耐热350度不变形聚醚醚酮特性:长期温度保持260度,高耐热300
浏览量:1710 -
 PEEK加纤(以聚醚醚酮为基材的玻纤增强特种工···
PEEK加纤(以聚醚醚酮为基材的玻纤增强特种工···PEEK加纤以聚醚醚酮为基材的玻纤增强特种工程塑料,因此,常被选为填料增强聚醚醚酮制成高性能的复合材料,提高聚醚醚酮树脂的强度、使用温度等,利用玻纤、碳纳米管、碳纤增强的 PEEK复合材料,力学、热学等性能有显著提高。PEEK加纤10%-50%玻纤增强聚醚醚酮特点:加纤10%到50%玻纤增强低摩擦系数良好的流动性耐化学性良好
浏览量:1558 -
 英国威格斯聚醚醚酮VICTREX_PEEK聚合物
英国威格斯聚醚醚酮VICTREX_PEEK聚合物威格斯聚醚醚酮VICTREX PEEK被视为世界上具有最高性能的工程热塑性材料之一。在高要求应用环境中拥有超过40年的稳定表现,威格斯客户可以从各种高性能特性,以及我们出众的专业技术
浏览量:1453 -
 导电PEEK(以聚醚醚酮为基材的加碳纤特种工程···
导电PEEK(以聚醚醚酮为基材的加碳纤特种工程···PEEK导电填料(以聚醚醚酮为基材的加碳纤特种工程塑料,其具备优异的机械性能、耐热性、耐磨性、耐化学腐蚀性以及稳定的导电性。通过添加碳纳米管,这款材料在保持较低水平填充量的同时可实现高度导电性,与碳纤改性PEEK相比各向具有稳定且均匀的电阻,该产品可用于半导体加工辅材、半导体零部件、工业防爆领域,用于静电产生
浏览量:1250 -
 德国赢创德固赛VESTAKEEP_PEEK塑料
德国赢创德固赛VESTAKEEP_PEEK塑料德国赢创德固赛VESTAKEEP系列PEEK塑料卓越的高性能聚合物 VESTAKEEP PEEK是赢创研发的一种芳香族聚醚醚酮聚合材料,可制造持久耐用的元件,应用于最严苛的条件。 高性能聚合物巩固自身
浏览量:1128 -
 耐化学PEEK(以聚醚醚酮为基材的耐腐蚀性特种···
耐化学PEEK(以聚醚醚酮为基材的耐腐蚀性特种···耐化学PEEK已被广泛认为是一种可以承受极强化学腐蚀的材料,以聚醚醚酮为基材的耐腐蚀性特种工程塑料,当然了PEEK的具体可否耐受某种腐蚀性介质与PEEK零件的结晶度、内应力残留及零件所接触的介质的温度、浓度等也有关系有关。聚醚醚酮(PEEK)具有耐腐蚀、抗老化;抗溶解性;耐高温、高频高压电性能,韧性和刚性兼备 用途:工程配
浏览量:1041 -
 PEEK防火(以聚醚醚酮为基材的阻燃特种工程塑···
PEEK防火(以聚醚醚酮为基材的阻燃特种工程塑···PEEK防火阻燃是以聚醚醚酮为基材的阻燃特种工程塑料,属特高分子材料,具有自熄性,即使不加任何阻燃剂,PEEK防火,PEEK阻燃,防火PEEK,阻燃PEEK可达到UL标准的94V-0级。PEEK防火阻燃UL94V0级聚醚醚酮特点:防火阻燃UL94V0级低摩擦系数良好的流动性耐化学性良好在很宽的温度范围内保持优异的弹性性能,从而延长零件使用寿命优异
浏览量:771 -
 德国DOMO道默Thermec聚醚醚酮PEEK聚合物
德国DOMO道默Thermec聚醚醚酮PEEK聚合物多年来,隶属于道默化学的各家公司始终与位于萨克森-安哈尔特的多家慈善机构和社会机构保持合作关系,尤其是哈雷-默塞堡地区。我们以直接捐赠或发起相关项目的方式为该地区的
浏览量:743 -
 耐水解PEEK(以聚醚醚酮为基材的防水解特种工···
耐水解PEEK(以聚醚醚酮为基材的防水解特种工···耐水解PEEK具有优良的耐水解,防水解稳定不吸水的综合性能,在许多特殊领域可以替代金属、陶瓷等传统材料,以聚醚醚酮为基材的防水解特种工程塑料,PEEK在机械制造、航空航天、汽车工业、电子电气和食品加工业都有所应用,其中以运输工业(包括汽车和航空)、机械工业和电子电气工业的应用占比很高。耐水解PEEK防水解稳定不
浏览量:724 -
 抗蠕变PEEK(以聚醚醚酮为基材的抗变形特种工···
抗蠕变PEEK(以聚醚醚酮为基材的抗变形特种工···抗蠕变PEEK是一种以聚醚醚酮为基材的抗变形特种工程塑料。这种坚硬的不透明(灰色)材料具有抗蠕变,抗变形,尺寸稳定性能,它广泛用于航空航天,汽车,电气,医疗等应用,由于其坚固性,PEEK用于制造物品,包括轴承,活塞部件,泵,HPLC柱,压缩机板阀和电缆绝缘。抗蠕变PEEK抗变形尺寸稳定聚醚醚酮特性:抗蠕变好,抗变形
浏览量:709 -
 苏威GATONE_KETASPIRE_PEEK聚合物
苏威GATONE_KETASPIRE_PEEK聚合物苏威GATONE系列PEEK特种工程塑料 >>>GATONE™ 5300PFSolvay Specialities India Private Limited (SSIPL)PEEKGATONE™ 5300XSolvay Specialities India Private Limited (SSIPL)PEEKGATONE™ 5320GFSolvay Specialities India Private Limited (
浏览量:695 -
 高强度PEEK(以聚醚醚酮为基材的高刚性特种工···
高强度PEEK(以聚醚醚酮为基材的高刚性特种工···高强度PEEK以聚醚醚酮为基材的高刚性特种工程塑料,聚醚醚酮不仅是公司众多产品中的一款,更是长期产品组合不可分割的组成部分,由于PEEK的高强度和低溶出性,已用在仪器分析的液相色谱柱、管、附件等,比钢更坚固,重量更小,轻质结构元件可节省运输过程中的燃料,为齿轮和叶轮制造出更耐用的压缩机零件和更高效的发动机。
浏览量:673 -
 耐磨损PEEK(以聚醚醚酮为基材的自润滑性低磨···
耐磨损PEEK(以聚醚醚酮为基材的自润滑性低磨···耐磨损PEEK是一种坚韧,坚固,刚性好,抗蠕变性较好,但其耐磨性能不能够达到某些特殊领域的需求,需要对其进行改性,以聚醚醚酮为基材的自润滑性低磨耗特种工程塑料,作为聚合物的关键发动机部件可以承受高温和干燥和润滑材料接触的摩擦相互作用。聚醚醚酮的性能优势是增强了干燥和润滑的表面相互作用,出色的机械性能在很宽的温
浏览量:578
推荐产品
-
 沙泊基础LNP_COLORCOMP_PBT聚丁烯对苯二甲酸酯
沙泊基础LNP_COLORCOMP_PBT聚丁烯对苯二甲酸酯
加工工艺 PBT为热塑性塑料,为适用于不同加工业者使用,一般多少会加入添加剂,或与其它塑料掺混,随着添加物比例不同,可制造不同规格的产品。由于PBT具有耐热性、耐候性、耐药
-
") 耐高温PBT(以聚对苯二甲酸丁二酯为基材的高耐热高分子化合物)
耐高温PBT(以聚对苯二甲酸丁二酯为基材的高耐热高分子化合物)
耐高温PBT以聚对苯二甲酸丁二酯为基材的高耐热高分子化合物,熔点基本上是在225℃到260℃之间,它是由各种不同的化学分子聚合而成,具有着高耐热性,电气特性以及良好的光泽程度,广泛的适用于各个不同的领域加工,而PBT塑胶原料的产品本身和其他的产品共用,称之为是泛用的工程塑料。耐高温PBT有以下几点性能:1、耐高温达3
-
 奇美KIBITON系列TPE热可塑性橡胶为苯乙烯
奇美KIBITON系列TPE热可塑性橡胶为苯乙烯
奇美实业为全球主要的塑料与橡胶材料供货商,产品项目众多,并广泛应用于生活中各式用品的加工制造,主要产品包含:ABS树脂、SAN树脂、PS树脂、MS树脂、PC树脂、PC/ABS树脂、ASA树脂
-
") 食品级PC(以聚碳酸酯为基材的可接触食品高分子材料)
食品级PC(以聚碳酸酯为基材的可接触食品高分子材料)
食品级PC是一种以聚碳酸酯为基材的可接触食品高分子材料,通过FDA或者NSF认证,常用于像水瓶,小家电等外壳类产品,PC塑料可用于制作运动水杯水壶、瓶子等,广泛应用于塑料容器制作,属安全材质。安全隐患:PC中残留的双酚A(有害物质),温度愈高,释放愈多,速度也愈快。因此,不应用PC水瓶盛热水,以免增加双酚A释放的速度
-
") 防火PBT(以聚对苯二甲酸丁二酯为基材的阻燃高分子化合物)
防火PBT(以聚对苯二甲酸丁二酯为基材的阻燃高分子化合物)
防火PBT以聚对苯二甲酸丁二酯为基材的阻燃高分子化合物,目前常见的用于PBT材料的阻燃剂包括卤系阻燃剂和无卤阻燃剂,添加溴系阻燃剂,卤系阻燃剂主要包括溴系阻燃剂,如十溴二苯醚( DBDPO)、溴化环氧树脂(BER)、双(三溴苯氧基)乙烷等,添加含溴磷酸酯,常用的是三(二溴苯基)磷酸脂(TDBPPE),由于同一分子中含有Br、P元素,
-
") 耐高温LCP(以液晶聚合物为基材的高耐热高分子材料)
耐高温LCP(以液晶聚合物为基材的高耐热高分子材料)
耐高温LCP是一种以液晶聚合物为基材的高耐热高分子材料,LCP具有优异的耐热性能和成型加工性能,在熔融态时一般呈现液晶性,聚合方法以熔融缩聚为主。具有异常规整的纤维状结构特点,因而不增强的液晶塑料,即可达到甚至超过普通工程塑料机械强度及其模量的水平,LCP的全称是液晶聚合物材料英文名称Liquid Crystal Polymer,
-
 韩国可隆SPESIN_PBT塑料
韩国可隆SPESIN_PBT塑料
可隆株式会社作为可隆集团的控股公司,引领着公司治理结构的透明性和各业务部门的专业化,提高集团在全球市场上的竞争力。 与此同时,构筑了集中投资于核心业务的决策结构,管
-
") 低翘曲PPS(以聚苯硫醚为基材的高模量热塑性树脂)
低翘曲PPS(以聚苯硫醚为基材的高模量热塑性树脂)
低翘曲PPS是一种以聚苯硫醚为基材的高模量热塑性树脂,具有密度高,耐化学腐蚀性以及耐热性等特点,低翘曲PPS+CF10%+ (GF+MD)40%+FR:耐热性能:其熔点超过280℃,热变形温度超过260℃,长期使用温度为220-240℃, 在空气中于700℃降解在100℃惰性气体仍保持40%的重量,短期耐热性和长期连续使用的热稳定性均优于目前所有的
-
 日本东丽Toray_TORELINA_PPS树脂
日本东丽Toray_TORELINA_PPS树脂
东丽集团 一贯秉 持我们通过创造新的价值,为社会作贡献 的企业理念。作为基础材料行业的一员,我们一直在不遗余力地开发新型技术和产品,并使其实现商业化,从而为全球环境作
-
") 防静电PC(以聚碳酸酯为基材的抗静电高分子材料)
防静电PC(以聚碳酸酯为基材的抗静电高分子材料)
防静电PC也称为防静电聚碳酸酯,以聚碳酸酯为基材的抗静电高分子材料,英文缩写PC,可达到抗静电、静电消散、防止吸尘、导电和电磁波干扰(EMI)屏蔽等功能, 有着超强抗冲击及耐高温性能突出;表面电阻值为10/5 ~10/8 Ω ,具有很好的的防静电功能,表面硬度高抗刮伤性优良;外观靓丽,非常平整光滑。防静电PC防止吸尘和电磁屏
