帮您了解ABS以及PC/ABS合金是什么材料?
丙烯腈-丁二烯-苯乙烯塑料(ABS)是一种通用型热塑性工程塑料,其具体的性能如下:
一般性能
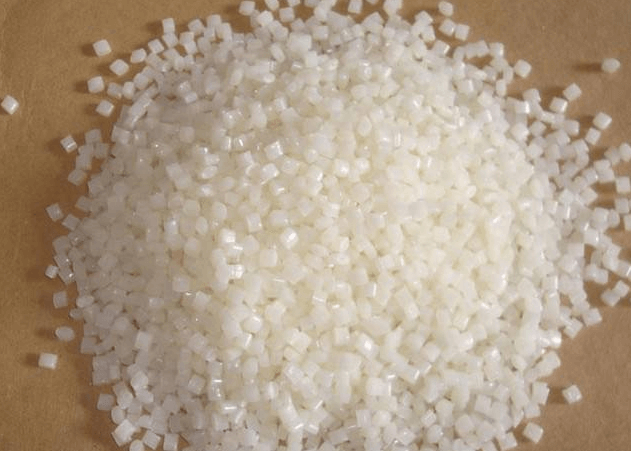
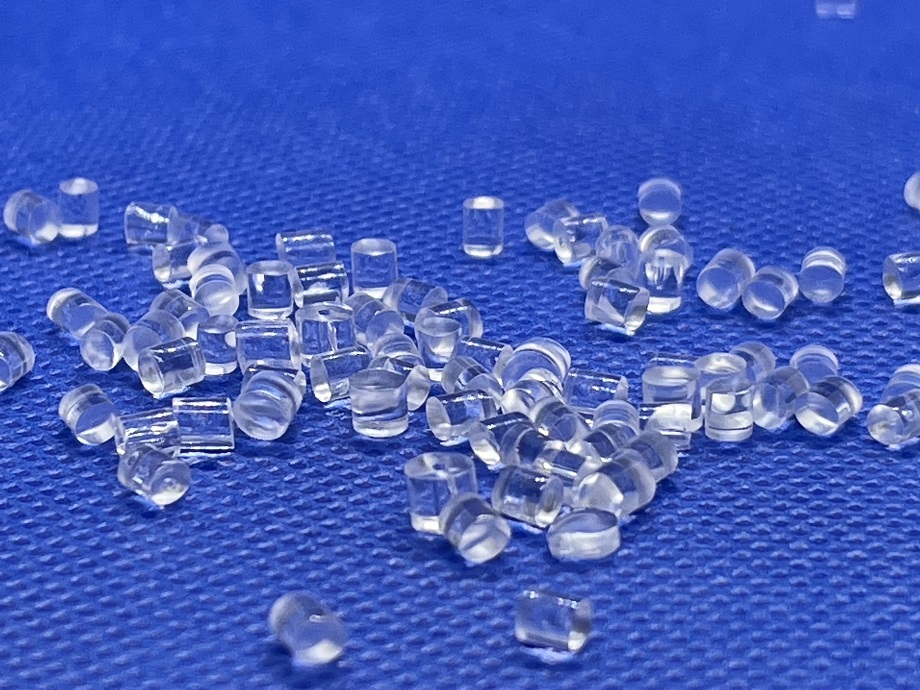
ABS工程塑料外观为不透明呈象牙色粒料,其制品可制成五颜六色,并具有高光泽度。ABS相对密度为1.05左右,吸水率低。ABS同其它材料的结合性好,易于表面印刷、涂层和镀层处理。ABS的极限氧指数为18%~20%,属易燃聚合物,火焰呈黄色,有黑烟,并发出特殊的肉桂味。
力学性能
ABS有优良的力学性能,其冲击强度极好,可以在极低的温度下使用:ABS的耐磨性优良,尺寸稳定性好,又具有耐油性,可用于中等载荷和转速下的轴承。ABS的耐蠕变性比PSF及PC大,但比PA及POM小。ABS的弯曲强度和压缩强度属塑料中较差的。ABS的力学性能受温度的影响较大。
热学性能
ABS的热变形温度为93~118℃,制品经退火处理后还可提高10℃左右。ABS在-40℃时仍能表现出一定的韧性,可在-40~100℃的温度范围内使用。
电学性能
ABS的电绝缘性较好,并且几乎不受温度、湿度和频率的影响,可在大多数环境下使用。
环境性能
ABS不受水、无机盐、碱及多种酸的影响,但可溶于酮类、醛类及氯代烃中,受冰乙酸、植物油等侵蚀会产生应力开裂。ABS的耐候性差,在紫外光的作用下易产生降解;于户外半年后,冲击强度下降一半。
ABS树脂的应用
ABS树脂的最大应用领域是汽车、电子电器和建材。汽车领域的使用包括汽车仪表板、车身外板、内装饰板、方向盘、隔音板、门锁、保险杠、通风管等很多部件。在电器方面则广泛应用于电冰箱、电视机、洗衣机、空调器、计算机、复印机等电子电器中 。建材方面,ABS管材、ABS卫生洁具、ABS装饰板。此外,ABS还广泛地应用于包装、家具体育用品和娱乐用品、工业中的机械和仪表。
汽车内饰追求的重要指标包括美观、低气味、力学性能好、耐热、耐候等。汽车材料能够满足各种内饰部件的使用要求,材料具备以下条件:良好的流动性;优异的抗冲击性;易加工成型; 易着色、喷涂; 低气味;良好的耐腐蚀性;亚光效果。ABS还被应用于3D打印。
聚碳酸酯(PC)/ABS合金为了克服ABS的以上缺点,一般将聚碳酸酯(PC)与ABS共混,制得PC/ABS合金,通常PC/ABS的质量比是70/30。这个比例是综合考虑了厚度、温度等因素对冲击性能的影响。该合金结合了ABS材料的成型性和PC的力学性能、冲击强度和耐温性、抗紫外线等性能,可广泛应用在汽车内部零件、各种机器、通信器材、家电用品及照明设备上。

汽车内外饰:仪表板,饰柱,仪表前盖,格栅,内外饰件
商务设备机壳和内置部件:笔记本/台式电脑,复印机,打印机,绘图仪,显示器
电信,移动电话外壳,附件以及智能卡(SIM卡)
电器产品:电子产品外壳,电表罩和壳体,家用开关,插头和插座,电缆电线管道
家用电器:洗衣机,吹风机,微波炉内外部件
PC/ABS注塑模的工艺条件
加工前必须做干燥处理。湿度应小于0.04%,建议干燥条件为90~110℃,2~4 h;
熔化温度为230~300℃;
模具温度:50~100℃。
注塑压力根据塑料件不同而定。
注射速度要尽可能地高。
化学和物理特性: PC/ABS具有PC和ABS两者的综合特性。例如ABS的易加工特性和PC的优良力学特性和热稳定性。两者的比率将影响PC/ABS材料的热稳定性。PC/ABS这种混合材料还显示了优异的流动性。收缩率在0.5%左右。
注塑PC/ABS制品经常出现的问题及解决方法
-银丝问题-
银丝是PC/ABS材料最常见的问题, 银丝又称银纹、水花、料花等,是在制品表面沿着流动方向出现的银色发白的丝状条纹现象。
主要原因是气体的干扰,其中产生的气体又主要分为三种成分:空气:熔胶及射出阶段卷入的空气;水分:材料本身含有的水分;裂解气:高温水解/热分解产生的气体。
解决方法:首先检查材料是否干燥充分,在确认材料干燥充分后,再通过调整注塑工艺来改善银丝缺陷。同时,注塑银丝不良还与模具排气有关。
-流动痕问题-
流动痕是物料在注射时产生的,原因是物料流动性不良,流动痕与银纹不同,外观不一样。
解决方法:可以通过提高物料温度从而改善流动性来避免,适当提高物料在模具内的流动性和降低注射速度。
-缩孔及凹痕问题-
缩孔是由于物料在模腔内充模不足而引起。
解决方法:适当提高模具温度和物料温度以改善物料流动性,延长注射的保压时间,增加注塑压力,加大注射速度来提高充模性,也可以加大浇口的尺寸,加热浇口流道来减少和消除制品缩孔;
凹痕是由于物料温度不当,以及制品设计不妥引起,物料温度过低时,不仅会产生缩孔,还会出现凹痕问题,物料温度过高,模具温度过高,会使熔料在冷却时过分收缩,从而产生凹痕。
解决方法:提高注射速度。
-翘曲变形问题-
注塑件翘曲变形是由于制件设计不合理,浇口位置不当和注塑加工条件不合理,以致于内部产生内应力,收缩不均或过度所致,模具温度过高或模具温度不均匀,引起注塑件粘膜造成脱模困难,或冷却不均匀,同样会产生翘曲变形;
解决方法:
加工工艺方面:加长注塑成型周期,降低注塑温度,适当调整注塑压力和注射速度,同时降低顶出速度,增加顶出面积,保持顶出力均衡;
制品设计方面:增加壁厚,增设加强筋和圆角处的补强;
-斑纹问题-
通常是由于高速注射时,熔料扩张进入模腔造成“熔体破裂”所致。
解决方法:
成型工艺方面:采取提高物料温度、喷嘴温度,减慢注射速度等来减少斑纹的出现;
模具方面:提高模具温度,增设增溢槽,增加浇口尺寸,修改浇口形状。
-麻点问题-
解决方法:分散性差,加分散剂或油,升高温度,加背压。还有看是否是模具问题。用其它材料。
烤料温度时间是否足够。适当调整模具温度。
-制品“起皮”问题-
塑胶产品起皮问题和高剪切力下导致的流体的破裂有很大的关系,在低的剪切应力或速率下,各种因素引起的小扰动被熔体抑制;而在高的剪切应力或速率下,流体中的扰动难以抑制,并发展成不稳定流动;当达到一个临界剪切力时,将引起流体的破裂。
解决方法:
材料方面:因为混料所造成的起皮不良是需要第一步去排除的,本身的PC和ABS两组份之间为部分相容,因此在改性过程中一定需要加入适当的增容剂以提高其相容性;
模具方面:模具设计的原则需遵从尽量减少剪切的方向进行。一般来说,密集皮纹面的产品更加容易产生起皮现象(高速填充时熔体在型腔内与型腔内壁的摩擦剪切所致);同时浇口设计上,浇口尺寸过小,将会产生导致熔体通过浇口时产生过度剪切,继而导致产品表面起皮;
注塑工艺:主要方向为避免过度剪切。在产品填充困难时,可以采用高速高压的方式来改善,因此在实际注塑过程中,还可以考虑提高注塑温度/模具温度、以及提高材料流动性的方式来降低实际填充过程中的流动阻力,从而避免高速高压导致的过度剪切。
热门文章
-
 老生常谈,POM均聚甲醛和共聚甲醛的区别
老生常谈,POM均聚甲醛和共聚甲醛的区别POM是常见的工程塑料之一,而均聚甲醛和共聚甲醛是最常见的POM材料,二者结构相似,有很多共同点,那么二者之间有什么有什么区别?今天就跟小编一起来了解一下。一、背景1960年 美国杜邦(DuPont)公司首次将均聚物型树脂(DELRIN)商品化。1961年 美国Celanese公司(现在的Ti
浏览量:11054 -
 你可知道PS塑料和ABS塑料哪个好?
你可知道PS塑料和ABS塑料哪个好?问:ABS塑料与PS塑料哪个好? 答:一般来说,ABS塑料性能是优于PS塑料的,你用PS塑料可以做的产品,ABS塑料一般都可以打出来,而用ABS原料可以做的产品,PS原料不一定能做出来。 如果
浏览量:9693 -
 ETPU是什么材料?这个就是我们要了解的
ETPU是什么材料?这个就是我们要了解的ETPU是一种质地柔软、弹性极佳,耐磨、耐撕裂、止滑性能优异的热塑弹性体材料,广泛应用于鞋材领域,不但适合制作运动鞋中底和内底,还适合用于抗反复冲击、运动防护、阻尼、家
浏览量:8978 -
 速看!耐高温塑料汇总:8大类高耐热工程塑料···
速看!耐高温塑料汇总:8大类高耐热工程塑料···塑料按长期使用温度分类,可分为通用塑料、工程塑料和高温工程塑料,其中高温塑料又被称为耐热塑料、高性能塑料、特种工程塑料等。工程塑料的长期使用温度在100℃至150℃左右。五大工程塑料包括PA、POM、PBT、PC和PPO。通常应用于机械零件、汽车、电器电子等领域。高温工程塑料的使用温度在150℃以上,这类材料除了较高的耐
浏览量:8609 -
 带你了解POP和POE塑料的区别在哪里?
带你了解POP和POE塑料的区别在哪里?两者没有本质的区别,只是共聚单体含量上有所区别,绝大部分塑性体和弹性体基料都是乙烯,只有DOW的Versify、EXXON的Vistamaxx、三井的Tafmer是丙烯基,共聚单体都为辛烯(8C)、己烯(6C)或丁烯(4C),一般POE共聚单体含量高于20%,POP共聚单体小于20%,因为共聚单体含量的多少导致POE与POP的密度差异,一般POP的密度要高与POE。
浏览量:7798 -
 聚丙烯带你了解均聚PP和共聚PP的区别
聚丙烯带你了解均聚PP和共聚PP的区别聚丙烯,是由丙烯聚合而制得的一种热塑性树脂。按甲基排列位置分为等规聚丙烯(isotactic polypropylene)、无规聚丙烯(atactic polypropylene)和间规聚丙烯(syndiotactic polypropylene)三种,今
浏览量:6556 -
 SPS是什么塑料?关于XAREC简单介绍
SPS是什么塑料?关于XAREC简单介绍间规聚苯乙烯树脂(SPS塑料),是1985年由日本出光成功合成,并于1997年由日本出光实现工业化的纯国产聚合物。(商品名《XAREC》是使用间规聚苯乙烯树脂(SPS)的等级群的品牌。)
浏览量:6489 -
 PC抗UV与不抗UV有何区别?
PC抗UV与不抗UV有何区别?PC抗UV就是PC塑胶原料含有抗紫外线吸收剂 热稳定剂,含有抗紫外线,耐老化,耐黄变的性能,UV是紫外线的缩写,英文全称为ultraviolet,紫外线波长为:10-400nm , UVA 波长在 320-390nm ,紫外线会导致设备外壳老化,暴露在户外的设备通常需要抗uv。抗UV耐候PC原料在日常生活中,处处可见的阳光棚的板、电动车遮阳棚、瓦楞板、
浏览量:6077 -
 PC抗老化一般几年?这就是我们要了解的
PC抗老化一般几年?这就是我们要了解的PC塑料简介(聚碳酸酯) 英文名称:Polycarbonate 聚碳酸酯是日常常见的一种材料,PC是一种线型碳酸聚酯,分子中碳酸基团与另一些基团交替排列,这些基团可以是芳香族,可以是脂肪族,也可两者皆有。双酚A型PC是很重要的工业产品,PC是几乎无色的玻璃态的无定形聚合物,有很好的光学性。现在PC的介绍已经介绍完了,那现在我们要
浏览量:6024 -
 韩国SK材料ECOZEN与SKYGREEN的区别在哪里?
韩国SK材料ECOZEN与SKYGREEN的区别在哪里?现实生活中很多透明食品容器都用不含双酚A的透明塑胶原料,所以很多选择韩国SK材料ECOZEN与SKYGREEN,今天小编一一带大家分别韩国SK材料ECOZEN与SKYGREEN的区别在哪里? ECOZEN是透明耐高温
浏览量:5963 -
 POM与PA比,哪个更耐磨?
POM与PA比,哪个更耐磨?众所周知塑料齿轮多采用POM和PA,POM因刚性和耐疲劳性高,具有更广泛的应用,POM齿轮相对金属齿轮有较多的优点:质量轻、工作噪音小、耐磨损、无需润滑、可以成型较为复杂的形状、
浏览量:5871 -
 关于PPE/PS、你知道多少呢?
关于PPE/PS、你知道多少呢?PPE/PS就是PPO,中文名称叫聚苯醚,PPE/PS复合材料是在PPE的基础上机上其他热塑性材料例如PS(苯乙烯)、PA(聚酰胺,俗称尼龙)等材料的复合材料。这样加工成型后具有良好的几何稳定性、化
浏览量:5164 -
 关于PMP材料,你了解多少?
关于PMP材料,你了解多少?相关词条 PMP简介 PMP特性 PMP应用 PMP注塑 PMP简介 PMP学名 聚4-甲基戊烯-1单体 4-甲基戊烯-1本色 聚4-甲基戊烯-1是一种高结晶透明塑料,比重为0.83,是所有塑料中最轻的。表面硬度较低,无
浏览量:4959 -
 PC塑料耐高温多少度?你知道吗?
PC塑料耐高温多少度?你知道吗?众所周知,PC塑料具有许多独特优势,然而,仍有一些人对它不甚了解,那么,PC塑料到底能够承受多高的温度呢?根据专家的研究,PC塑料的耐高温范围必须控制在45度至135度之间。一旦超出这个温度范围,就很容易导致PC材料老化变质,并且严重的情况下,它的固有性质会受到影响。正因为Pc材料的特性,它包含碳酸酯基的化合物,根
浏览量:4951 -
 聚芳砜(PASF)是什么材料?
聚芳砜(PASF)是什么材料?中文名称:聚芳砜 英文名称:polyarylsulfone 牌号:PAS 色态:琥珀色透明颗粒 制得:由4,4`-二磺酰氯二苯醚与联苯反应制得 应用:常用作金属詹黏结剂。 PASF聚芳砜性能 与双酚A型聚砜相比
浏览量:4680
推荐文章
-
 超韧耐寒PA66塑料为何会应用广泛呢?
超韧耐寒PA66塑料为何会应用广泛呢?
前几天我在购买整理箱的时候,我发现有个整理箱的价格比较贵,而且整体的手感比较厚重,质量方面确实非常好,当时我看了一下说明书,里面的成分介绍有 超韧耐寒PA66塑料 这种材
-
 日本三井TPX MX002性能怎么样?
日本三井TPX MX002性能怎么样?
TPXMX002三井化学株式会社 物性数据 ①原料描述部分 规格级别: 注塑、挤出、吹塑 外观颜色: 无色透明 用途概述: LED、耐热薄膜、化装瓶、离形膜、电线电缆涂层 备注说明: --- ②原
-
 对于Thermocomp系列PC塑料DX10311你了解多少?
对于Thermocomp系列PC塑料DX10311你了解多少?
Thermocomp系列PC DX10311是一种非晶体工程材料,具有特别好的抗冲击强度、热稳定性、光泽度、抑制细菌特性、阻燃特性以及抗污染性。PC的缺口伊估德冲击强度(otched Izod impact stregth)非
-
 简单介绍关于高耐热PC塑料的一些知识
简单介绍关于高耐热PC塑料的一些知识
高耐热PC塑料是我们在日常生活中都会遇到的和使用到的一种聚合物的塑料。属于合成树脂的一个部分。由于其自身的优良性能,在工程中成为一个比较通用的工程材料。今天我们就来简单介绍一下高耐热PC塑料的一些知识。首先,我们来看一下高耐热PC塑料的一些物理性质。这种PC塑胶原料的密度是每立方厘米1.18到1.12克之间。当所处
-
 PC塑料注塑常见缺陷分析及解决方法
PC塑料注塑常见缺陷分析及解决方法
聚碳酸酯(PC)是一种性能优异的工程塑料,不仅透明度高,冲击韧性极好,而且耐蠕变,无毒性,使用温度范围宽,尺寸稳定性好,电绝缘性优良,耐候性能好,因此被广泛应用于仪器仪表、照明用具、电子电气设备、家用电器、包装等行业。另外,随着高分子材料技术的突飞猛进,其改性新品种不断出现,也极大地扩大了它的应用领域。
-
 碳纤防静电abs塑料用的怎么样了?
碳纤防静电abs塑料用的怎么样了?
现在流行很多犀利的自行车,那些自行车看起很大气,但是都可以很轻松扛起了,为什么可以那么轻呢?是因为它的材质就用于碳纤防静电abs塑料,碳纤维主要是由碳元素组成的一种特
-
 2019年9月17日塑胶原料报价
2019年9月17日塑胶原料报价
PE塑胶原料:市场价格小幅上涨,华南地区价格普遍上涨100-200元/吨;华东线性和低压拉丝涨200元/吨,高压涨300元/吨;华北价格上涨50-200元/吨。石化厂价格陆续上调,商家积极跟涨,但
-
 PCL是什么塑料?您知道吗?
PCL是什么塑料?您知道吗?
聚ε-己内酯,又名PCL,是一种通过ε-己内酯的开环聚合而得到的低熔点聚合物。相较于其他材料,PCL的熔点仅有62℃,使其在各种环境条件下都能被微生物进行完全分解,无论是厌氧环境还是需氧环境,PCL塑料也是一种生物可降解塑料材料,由环己烷二酮和乙二醇通过聚合反应得到,它具有良好的可加工性、生物相容性和降解性,在医
-
 2019年10月8日塑胶原料报价
2019年10月8日塑胶原料报价
PE:市场价格部分松动,价格波动区间在50-100元/吨之间,临近月底,市场交易活动清淡,商家出货缓慢,部分随行小幅让利。下游需求积极性不高,随用随拿为主。华南LLDPE主流价格参
-
 简析透红外线PC到底是什么样的塑料?
简析透红外线PC到底是什么样的塑料?
或许您就是具有透红外线PC塑料使用需要的朋友,但您是否能真正了解这种材料呢?为保证自己的PC材料使用品质,使用者一定要进行详尽的材料了解,不同类型PC材料的使用特性就是不
